
That distinct rattling sound coming from your pump line – like gravel moving through metal pipes – is a universal warning sign in the industrial world. It often indicates a phenomenon slowly eating away at your equipment from the inside. But what exactly is cavitation in pump systems?
While the core definition applies to all pumps, how cavitation manifests (and whether it is truly destructive) varies greatly depending on the pump technology you are using.
The Basic Science – Boiling Water Without Heat
At its most basic level, cavitation happens when the pressure at the intake of the pump drops below the vapor pressure of the liquid being moved.
- Think of it this simple way: There are two ways to boil water.
- With Heat: You boil water for pasta at atmospheric pressure at 100°C (212°F).
- Without Heat: You can make water boil at room temperature by putting it in a vacuum chamber and dropping the pressure.
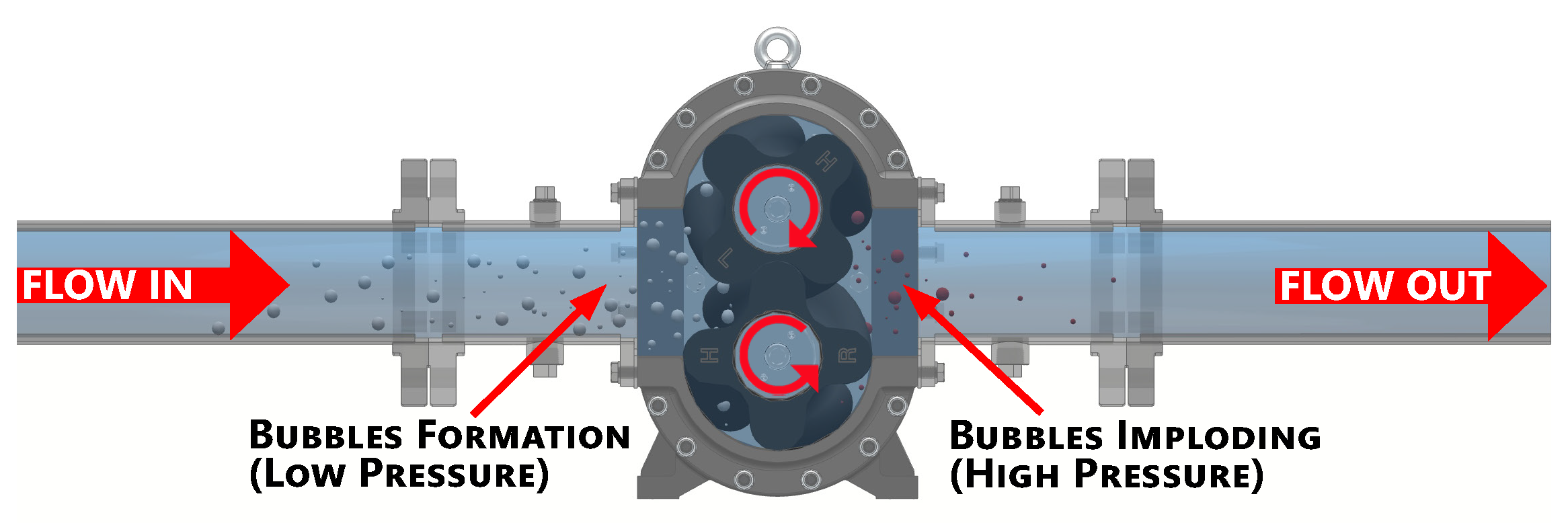
Example 2 is exactly what happens during pump cavitation. As liquid enters the pump, a drop in pressure causes it to “boil” and form vapor bubbles right inside the pump. As these bubbles travel to areas of higher pressure, they collapse violently inward. Each implosion sends a tiny, powerful shockwave against metal surfaces.
The Misconception – Are All “Bubbles” Bad?
When researching pump problems, you will often read that pumps cannot handle air or gas. However, the impact of these bubbles depends heavily on the pump design.
For a standard centrifugal pump, that mix of air and liquid is catastrophic, leading to a rapid loss of prime and severe damage.
However, for a rotary lobe pump, the scenario is different. Positive displacement pumps, particularly rotary lobe pumps like those from LobePro, are engineered to handle mixtures of solids, liquids and entrained air or gas. The “bubble issue” caused by entrained air is often manageable. The real threat to a rotary lobe pump comes from a different source: true cavitation caused by a lack of flow or blocked suction.
Specific Cavitation Issues in Rotary Lobe Pumps
In rotary lobe pumps, cavitation is almost always a hydraulic issue rather than an aeration issue. It occurs when the pump chamber is not completely filled with liquid. Here are specific examples of how this happens in typical applications:
1. Municipal Sludge
Rotary lobe pumps are workhorses for moving thick sludge and biosolids in wastewater treatment. A common cavitation event occurs during routine maintenance or system changeovers.
- The Scenario: An operator closes a valve on the suction line to isolate a section of the pipe and forgets to reopen it before starting the pump.
- The Result: The pump creates a strong vacuum in the suction line. The pressure inside the pump chambers drops dramatically because no new sludge is entering. The residual liquid instantly cavitates. Without the dampening effect of the thick sludge, the lobes start “rattling” in the casing, leading to rapid wear of timing gears and rotor coatings.
2. Oil and Gas
In Lease Automatic Custody Transfer (LACT) units or crude oil transfer skids, rotary lobe pumps move valuable product quickly.
- The Scenario: The pump is running at full speed to meet a delivery quota, but the suction strainer (basket strainer) becomes completely clogged with paraffin or debris.
- The Result: The pump tries to pull more oil than is available. The pressure in the suction line drops below the vapor pressure of the light hydrocarbons in the crude. The liquid “flashes” into vapor. Unlike handling stable air bubbles, this hydrocarbon vapor collapse is incredibly violent and can chip the edges off the lobes, ruining the pump’s tight clearances and reducing its volumetric efficiency.
3. Construction Dewatering
Rotary lobe pumps are often used for dewatering construction sites, moving sandy and silty water.
- The Scenario: The water source is intermittent. The pump runs through the main water volume and begins pulling in mostly air with just “slugs” of water.
- The Result: While the pump handles the air just fine, the issue arises when the pump runs too slow or with insufficient fluid to keep the internal cavities filled. The liquid seals the clearances. When there isn’t enough liquid, the pump recirculates the same small volume internally, causing it to heat up and vaporize, leading to cavitation damage on the rotor tips.
How to Spot Cavitation in Your Lobe Pump
Catching the right kind of cavitation early saves money.
- Sound: While centrifugal pumps make a high-pitched whine, cavitation in a rotary lobe pump often sounds like a distinct, rhythmic “clanking” or “banging” synchronized with the pump speed.
- Pressure Gauges: Watch for erratic fluctuations on the suction gauge. If the needle is bouncing wildly into a vacuum, you are likely starving the pump.
- Flow Rates: A sudden drop in output while the pump runs at the same speed indicates that vapor is taking up space where liquid should be.
Preventing Cavitation in Rotary Lobe Applications
Preventing cavitation in a rotary lobe pump comes down to one main rule: ensure the pump has an uninterrupted supply of liquid.
Engineers call this Net Positive Suction Head (NPSH). You need the NPSH available (NPSHa) from your system to exceed the NPSH required (NPSHr) by the pump.
If cavitation is occurring, try these application-specific fixes:
- Check the Valves: Make sure all suction valves are fully open.
- Inspect the Strainers: In oil & gas or sludge apps, a clogged strainer is the #1 culprit.
- Shorten or Straighten Suction Piping: Reduce friction losses to get liquid to the inlet faster.
- Slow It Down: If possible, reducing the pump speed lowers the NPSH required, allowing it to handle poorer suction conditions.
If cavitation is already happening, act fast. Inspect the rotor tips and casing for pitting. Repair or replace worn parts, then fix the underlying pressure problem so it does not happen again.
Cavitation does not have to destroy your pump budget. Understanding the specific risks for your pump type – whether it’s a closed valve in a sludge plant or a clogged strainer in an oil field – makes all the difference. LobePro Rotary Pumps builds equipment designed to handle demanding applications and we are always available to talk through what is happening in your system.